ガスシールドアーク溶接
ガスシールドアーク溶接
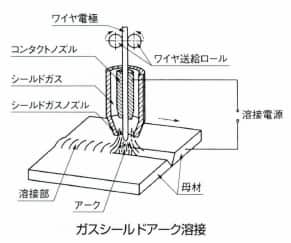
アーク溶接においては、溶融金属が大気中の酸素や窒素、水蒸気などにさらされると酸化、窒化などにより溶接品質が劣化する。これらの溶融金属を大気から遮断するために使用されるものがシールドガスであり、シールドガスを用いるアーク溶接をガスシールドアーク溶接という。シールドガスの種類としては、高温でも金属と反応しない化学的に安定したアルゴン、ヘリウムなどの不活性ガスや、シールド性は劣るもののコストの低い炭酸ガス、あるいはこれらの混合ガスがある。ガスシールドアーク溶接の優れている点は、溶接後のスラグ除去の必要もなく作業効率がよいことで、広く生産工程で利用されている。
ガスシールドアーク溶接
出典: フリー百科事典『ウィキペディア(Wikipedia)』 (2017/09/20 06:07 UTC 版)
ガスシールドアーク溶接(ガスシールドアークようせつ、英:gas-shielded metal arc welding[1] または Gas metal arc welding;略称 GMAW または GMA溶接)とは溶接工法の一種である。ガスで溶接面を空気から遮断(シールド)しつつ溶接を行うアーク溶接を意味する全般的な言葉である。
概要
ガスシールドアーク溶接は、電流によって発生するアーク放電の熱を利用する溶接技法であるところのアーク溶接において、高温となった金属が酸素と反応しながら酸化するのを防ぐために、不活性のガス(気体)を噴射しながら行う手法で、使われるガスにはアルゴンやヘリウムといった不活性ガスや、これらと二酸化炭素(CO2)の混合ガスなどがある。
これらのガスは溶接される材料に対して、溶接材を繰り出す機構をもつ器具先端などから噴射されるが、これらは溶接面より酸素を含んだ空気を押しのけつつ熱を奪いながら環境に放出される。このため、人が作業する上では換気が必要である。産業用ロボットを使う場合は、あまり換気は配慮されない。なおガスは一定の圧力で噴射されるものの、風のある環境ではこのシールドガスが吹き飛ばされてしまう[2]ため、安定した溶接品質が望めない。このためガス噴射方法を工夫した器具も見られる。
種類
- 溶極式
- 非溶極式
- ティグ溶接( 溶加棒を加えながら溶接する)
脚注
- ^ JIS Z 3001「溶接用語」 による表記
- ^ 現代溶接技術大系 第7巻 p.21
参考文献
- 益本 功・岡田 明之 『現代溶接技術大系 第7巻』 産報出版、1980年。
関連項目
外部リンク

ガスシールドアーク溶接
出典: フリー百科事典『ウィキペディア(Wikipedia)』 (2022/04/07 01:48 UTC 版)
「アーク溶接」の記事における「ガスシールドアーク溶接」の解説
詳細は「ガスシールドアーク溶接」を参照 ティグ溶接、ミグ溶接、マグ溶接、炭酸ガスアーク溶接では、溶接部をアルゴンやヘリウム、二酸化炭素のガスで覆い、アークの安定化と溶融金属を大気から保護していることから、ガスシールドアーク溶接と分類する場合がある。また、この目的で使用されるガスをシールドガスと呼ぶ。 ミグ溶接、マグ溶接、炭酸ガスアーク溶接は消耗電極式であるので、溶接設備の性質上溶加材(溶接ワイヤ)の連続供給が可能になっており、溶接の中ではスポット溶接と並び、最も自動化が進んでいる。ガスシールドアーク溶接では進行方向にノズルを向けて、右利きなら右から左へ、左利きなら左から右へ進む方法を前進法、逆に進行方向と反対にノズルを向けて進む方法を後退法と呼び、用途や母材形状によって使い分けられている。なお、シールドガスにヘリウムやアルゴンなどの不活性ガスを用いる方式をイナートガスアーク溶接という。
※この「ガスシールドアーク溶接」の解説は、「アーク溶接」の解説の一部です。
「ガスシールドアーク溶接」を含む「アーク溶接」の記事については、「アーク溶接」の概要を参照ください。
ガスシールドアーク溶接と同じ種類の言葉
- ガスシールドアーク溶接のページへのリンク
