プラズマアーク溶接
英語 plasma arc welding
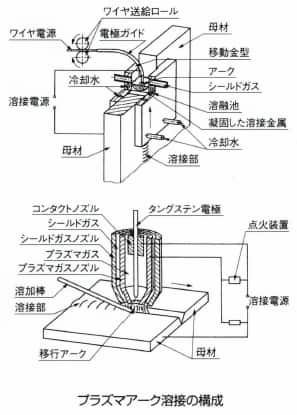
電極と母材との間に発生させるプラズマアークを利用して行う溶接法である。タングステン電極と被溶接材との間に発生させたアークを使う溶接法で、特徴は電極を包むノズルとプラズマガスによりアークが広がらないよう絞られていることである。このためアークの広がりはティグ溶接のアークに比べ1/4程度となっており、電流密度が高められたアークとなっている。プラズマアーク溶接では、熱効率が高く、溶け込みが深く、ひずみの少ない溶接が可能となる。
※「大車林」の内容は、発行日である2004年時点の情報となっております。
プラズマアーク溶接
出典: フリー百科事典『ウィキペディア(Wikipedia)』 (2021/08/18 06:05 UTC 版)
プラズマを利用したアーク溶接の一種である。TIG溶接と同じくタングステン電極棒からアークを発生させるが、プラズマ・ガスを水冷ノズルの穴を通してアークを細く絞った後に、アーク中に噴射させると、プラズマ・ガスは加熱され高温となり解離して原子状(プラズマ状態)となり、その際に多量の熱を発生する。その後、プラズマ・ガスはアークと混合され、その混合物を溶接熱源としたプラズマジェットを溶接部に当ててその熱で母材を溶かす。半自動溶接と同じようにシールドガスを用いており、溶加材を足すことも可能である。精密な溶接に向く。TIG溶接と似ているが、極めて高温なため溶接速度が早く、タングステン電極がノズルより奥にあり、プラズマがノズルにより密度が高く安定しているという利点がある。使い勝手と経済性の問題から、肉盛溶接などに用途が限られている。
※この「プラズマアーク溶接」の解説は、「溶接」の解説の一部です。
「プラズマアーク溶接」を含む「溶接」の記事については、「溶接」の概要を参照ください。
ウィキペディア小見出し辞書の「プラズマアーク溶接」の項目はプログラムで機械的に意味や本文を生成しているため、不適切な項目が含まれていることもあります。ご了承くださいませ。
お問い合わせ。
- プラズマアーク溶接のページへのリンク
